全国统一服务热线
136-1515-5909
全国统一服务热线
136-1515-5909

江苏省盐城市亭湖区新洋街道大寨河路18号


传真:0515-88522622
————网址:www.tailoredtoursofireland.com
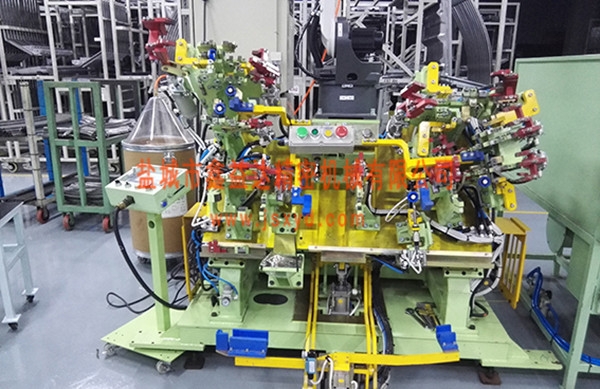
焊接工装夹具在汽车生产行业中的应用
一、 概述
随着汽车进入家庭、成为私人消费的主要增长点,我国小客车市场上每年都要推出许多新型车型,以迎合日益膨大的购买人群。市场的发展对众多汽车生产商提出了更高的技术要求以满足更快的新品开发速度。在研发新车型的过程中,需要一种柔性化、模块化的三维组合工装替代传统的专用工装,可以缩短大量的设计、制造时间,并且可以反复使用,节约研制成本。同时,在专用车辆、工程车辆和大客车的生产中,由于批量小、客户要求不同,使用柔性化工装制造,也是非常实用和经济的方法。
鉴于上述理由,我公司引进并向汽车制造行业推荐一种新型的柔性化三维组合工装——我公司生产的标准组合夹具。这种组合工装在世界先进国家汽车制造业上被广泛使用,并且已经证明了它的实用价值,具有经济性、灵活性、精确性和耐用性的特点。

二、应用介绍
焊接工艺是汽车制造业的主要生产工艺,焊接工装夹具的应用直接关系到焊接工艺的效率、精度和质量。在中国众多汽车制造生产厂家中,焊接工装夹具通常采用的是专用工装夹具,它是针对一道或几道特定的焊接工艺而配备的。随着目前汽车生产小批量、个性化的发展趋势,这类工装的使用就越来越受到限制,其设计生产的周期较长,场地占用较大,重复使用率较低的缺点充分的暴露出来,这种现状很大程度地制约了我国汽车制造业焊接工艺水平的提高,延长了新车型研发的周期。在世界先进国家的汽车制造业,对广泛使用的焊接工装夹具已经标准化、系列化,设计时进行合理选用即可。
在大型客车、工程车辆的制造中,使用我公司夹具的优越性更加明显。在大客车生产上的使用实例。在实际工作中,可以使用多个工作平台或各种模块进行连接和组合,延伸工作区域,以适合工件的三维外形尺寸。
三、产品介绍
我公司在承接客户变化多样的钢结构的生产过程中,运用组合夹具的设计思想,开发出组合式三维焊接组合夹具系统。经过不断的的发展,该产品已经成为钢结构、基础件以及一切焊接件加工中不可或缺的工具,用于定位和夹紧。焊接组合夹具系统是一种平面孔系夹紧系统,有D28和D16两种系列。它以多种形式的工作台为基础,配备多种形状、多种规格的标准结构模块,相互间用它特有的zhuanli产品——定位连接销拴连接,在工作台上需要焊接和装配的工件用带补偿的形式多样的专用手动夹紧器夹紧。根据需要,也可以配备液压、气动、链型等多种形式的夹紧方式。

1.工作台面
工作台的五个工作面都有100x100 mm(D28系列)或50x50mm(D16系列)的带有网格标注的孔。其五个面的平面、平行、垂直公差精度以及孔与孔的位置精度都是非常高的,保证在台面上的定位和台面与其它模块之间的组合都具有足够的使用精度要求。基础台面的尺寸从1000x1000mm到4000x2000mm可以任意选择,特殊尺寸可以定做。
2.模块
标准模块有定位和夹紧直角块,L型定位块,U型定位块,通用挡块,通用夹紧和定位角模(0 – 225度任意调节),V型块和V型角模。所有模块上每间隔50或25mm均有标准孔(Φ28或Φ16),可以实现工件快速定位和夹紧。
3.快速锁紧销
这是实现孔系夹紧系统的基础零件,用以实现快速的定位和夹紧。销栓前端有五个钢珠,插入定位孔后,手动顺时针旋转销栓(或扳动快速手柄),五个钢珠弹出并锁紧在孔的斜面上,完成定位和夹紧;松开时,反向旋转销栓,即可拔出。每个销栓的锁紧力可达5吨,剪切力25吨。销栓的形状和长度有多种规格可供选择。
4.夹紧器
夹紧器按照夹紧方向有平面、垂直、45度夹紧器;按照操作方式有螺栓夹紧、快速夹紧、手柄螺旋夹紧;还有手工、气动或液压。其中带补偿的螺旋夹紧器最为常用。这种夹紧器在悬臂中增加了弹性伸缩,抵消夹紧时的侧向分力,以补偿夹具本身的变形和插入过程的中的间隙,保证夹紧力与受力面垂直。
夹紧头部有碳钢、不锈钢、尼龙材料制成,以适合不同的工件要求。如果配备两点、三点夹紧桥,可以同时夹紧不同高度的两个位置的工件。另外也可以按照夹紧的型面加工特殊的夹紧头。
柔性组合夹具系统,具有以下特点:
1、经济性
柔性装备是一种可以自由组合的万能夹具,以适应不同的工件形状,几套夹具系统就可以替代大量高成本的专用工装,使用该工装后,每次因产品变化而投入的专用工装的费用、时间几乎都可以不再花钱,在汽车生产日趋多品种、个性化的今天,它的经济性尤为明显。有数据显示,在国外9套以上专用焊接夹具的成本(我国5~6套)就开始超过一套柔性夹具。在目前我国汽车制造企业,每年的增加几十套专用焊接夹具是很常见的,选用柔性夹具的经济性是显而易见的。
2、柔性化
焊接工作台可以在三维空间进行组合。模块化系统在安装、调整和夹紧工件中完美地体现了它通用的功能,在大型工件的焊接上,该特点十分突出。
柔性化的另一面体现在操作简便。在工作台和模块上,每个以12.5mm和25mm为倍数的尺寸可以直接找到,再配上少量的调整片,可以非常方便的准确定位。
3、精确性
焊接工装的所有模块加工精度均较高,工作平台在2000mm的范围内定位孔的位置误差 /-0.1mm以内,完全可以满足焊接加工的需要。
在装配或焊接过程中,使用定位块、连接块、夹紧器和支撑块,能够对工件精确定位,需要焊接的工件稳定地固定在各个定位点或定位面上。如果需要焊接的工件本身几何尺寸不准确,也可以很快被检测出来,在初加工工序中便得到消除。
4、重复性
使用CAD设计系统,你可以非常简便地对样件进行模拟装配,
精确的模块尺寸保证了装配精度。
在我国汽车制造业,用样件进行配件的试生产是常见的模式,我公司产品方便、快速地完成夹具安装和调试,是它的又一特点。
5、耐用性
工作平台和模块结构设计中充分考虑了使用刚性和强度的要求,每个标准2000×1000的工作平台载重量可达10吨。同时也保证了其重复定位、夹紧的精度。
工作平台和模块的表面经过特殊处理,使焊接时产生的飞溅不容易粘上其工作表面。
定位和夹紧销栓表面经过淬火处理,使其不易磨损、经久耐用。
四、未来展望
中国的汽车制造业已有五十年的历史,只是在近几年中才得到了飞速的发展。相比之下,我国汽车制造业的工艺水平,特别是焊接工装夹具水平,显得越来越不适应这种快速发展的速度和要求。在参加全国焊接行业的展览会时,笔者曾就这个问题,与多位同行进行探讨,他们普遍认为:这种现象的存在,原因在于:在我国机械加工行业的传统习惯中,焊接制造工艺的地位不高;而在世界先进发达国家,焊接工艺则倍受关注。目前全世界使用柔性焊接组合夹具的工厂有500多家。可以预见,柔性化的组合工装在汽车制造业、轨道客车制造行业、机械加工行业、钢结构制造行业等将会得到越来越普遍的使用。
136-1515-5909
手机网站

微信客服
 在线咨询
在线咨询